




6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。
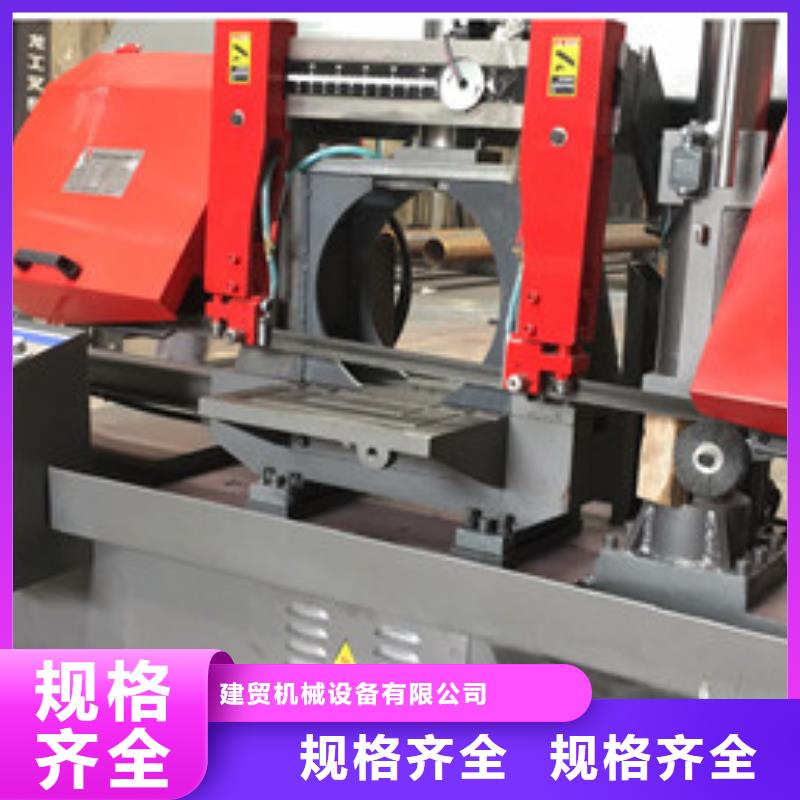
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床的主要特征:
1、机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
4、加强型可调式钨钢夹持片,确保锯切精度。
5、锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。
 <滨州>建贸机械设备有限公司
<滨州>建贸机械设备有限公司
6、由PLC可编程控制器,设定锯切全过程的自动程序。
7、送料长度采用光栅尺控制,定位准确精度高,长度误差<0.30mm。
8、可由数控控制单程自动送料长度400mm。
双立柱GS4240数控带锯床 全自动数控金属带锯床 40数控锯床
机床的主要特征:
1、机床通过机械、电气、液压的配合,具有自动夹紧、自动进刀、切割完毕锯架自动快速上升(即退刀)的功能。
2、进给速度,在给定的范围内,可进行无级调整。
3、由于其切削刀具,采用进口薄片的双金属带锯条,因此,切口窄,耗材少,所需动力小,是大、中型企、事业单位切割大型钢胚、大型模具钢胚的一种具有显节材又节能的切割刀具。
4、加强型可调式钨钢夹持片,确保锯切精度。
5、锯架上下升降定位,由紫外线接近开关控制,送料控制返回原点时定位,由紫外线接近开关控制(常开)。
加工精度进一步提高。采用先进的变频电动机驱动、精密的滚珠丝杠传动和激光定位方式,配以伺服控制的液压系统,由计算机自动在线监控锯切全过程,锯条速度、进给速度、卡紧力均可做到任意设置、优化组合,由此提高锯床的加工精度。此外,金属锯切的关键技术点--高精度的切割力控制一直是锯床技术研究的重点,河南省建贸机械锯床就很好地解决了这一问题。该锯床可实现恒定锯切力控制,保证了锯切不规则截面型材的切削率(切割面积/分钟)恒定。该锯床的加工精度也较高,如切割厚材时,每100mm切割高度的误差仅为0.1mm。
锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。
 jmc
jmc
钢筋带锯床故障 :锯切时产生尖叫 :1:锯带速度过快或进给量偏大。2:冷却液选择不当或配比不合。3:导向块过紧。4:材料中有硬块。5:锯条齿轮不符。? 排除措施:1:降低速度或进给量。2:更换冷却液。3:调整导向块间隙。4:将工件转动一定的角度再重新切削。5:重选齿轮。? 故障: 锯料倾斜:1:锯齿选择不当。2:导向臂调整不当台面或钳口不垂直。3:导向块间隙太大。4:锯条分齿不对称。5:锯带张紧度不够。6:进给量太大。? 排除方法:1:选用合适锯带。2:重新调整导向臂。3:调整导向块间隙。4:更换合格锯带。5:提高张紧力。6:降低进给量。? 故障:锯带闷车打滑或中断切削:1:进给量太大。2:过载保护过载量小。排除方法:1:降低进给量。2:调大过载量。
锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。